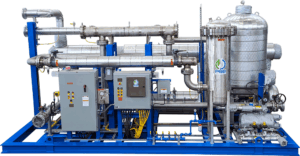
PSB Industries, a specialist in the design and fabrication of systems for dehydrating and purifying gasses and liquids, has highlighted its Oxygen and Moisture Removal system designed for natural gas, landfill gas, wastewater treatment plant gas and dairy gas applications.
Engineered to optimize product quality and reliability, the turnkey Deoxo-Dryer packages utilise a precious metal catalyst operated at elevated temperatures to eliminate oxygen from methane gas.
The technology enables renewable natural gas (RNG) facilities to meet strict pipeline tariffs, secure product pipeline access, and safeguard downstream piping and infrastructure from corrosion.
Each Deoxo package reliably produces less than 1.0 parts per million by volume (ppmv) oxygen at exit, which significantly exceeds most pipeline requirements, including those that require less than 5 ppmv oxygen.
These systems handle a broad spectrum of pipeline tariffs, from 0.1 percent oxygen down to below 5 ppmv, providing flexible compliance for various market and pipeline owner specifications.
To further ensure gas quality, each solution incorporates a dual tower TSA and desiccant dryer that reduces water vapor levels to less than 4 lb per million standard cubic feet (MMSCF).
This ensures a consistently dry methane gas output, improving overall product quality and pipeline compatibility.
Ancillary equipment such as an H2S guard bed, economiser, air and water coolers, moisture knockout, and auto drain is included with every system, offering a complete and integrated solution that lowers installation complexity and cost.
PSB Industries highlights advanced oxygen and moisture removal systems